












Twist drill bit HSCo DIN 338 MFD Speed
Twist drill bit HSCo DIN 338 MFD Speed
DRL-TWST-MET-DIN338-HSCO-MFDSPEED-D11,0






Register now and access more than 125,000 products
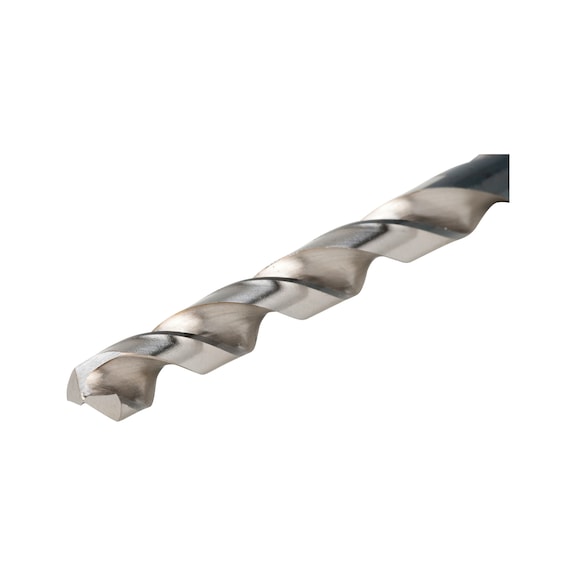
Up to 50 % faster than conventional twist drill bits with point thinning
Speed geometry
Optimal centring even when working on curved surfaces
135° tip angle and optimised cross web thinning
Low friction and fast chip removal
Exclusive Vario helix
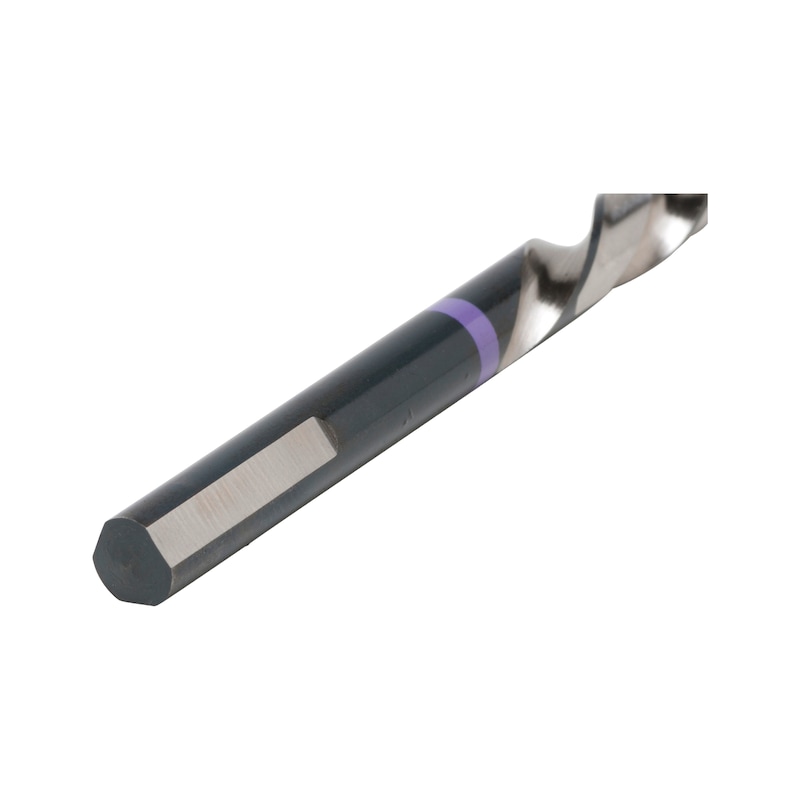
3-flat shank (from dia. 4 mm):
- No spinning in the drill chuck: faster, more comfortable working
- Optimal power transmission
- Protects the drill chuck from damage
- Minimal effort required to loosen and tighten the drill chuck
Available exclusively from Würth
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
Datasheets(X)

Specially designed drill bit for a variety of different uses in cordless drills and hand drills
Suitable for machine type | Drill, Cordless screwdrivers, Pedestal drilling machine |
Material to be processed | Steel, Cast iron, Stainless steel, Titanium, Aluminium |
Quality | ZEBRA-Premium |
Standard / drilling depth | DIN 338 / 5xD |
Diameter (Ø) | 11.0 mm |
Length (l1) | 142 mm |
Chip flute length (l2) | 94 mm |
Shank diameter | 11.0 mm |
Shank style | 3-face shank |
Surface | Multiple refined |
Cutting material | HSCo |
Angle of the tip | 135 Degree |
Service life (points system) | 3 of 4 points |
Drilling speed (point system) | 4 of 4 points |
Bore hole quality (point system) ( ) | 3 of 4 points |
Versatility (points system) | 4 of 4 points |
Drilling behaviour (point system) | 4 of 4 points |
Suitable for drill (points system) | 4 of 4 points |
Suitable for cordless drills (points system) | 4 of 4 points |
Suitable for upright drilling machine (points system) | 4 of 4 points |
Self-centring | Yes |
Suitable for tensile strength up to | 1200 N/mm² |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron, Stainless steels, sulphurated, Stainless steels, austenitic, Stainless steels, martensitic, Titanium, Spring steels, Magnesium alloys, Copper, low-alloyed, Bronze, short-chipping, Bronze, long-chipping, Brass, short-chipping, Brass, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Alloyed tempering steels, Titanium alloys, Aluminium alloys, Aluminium, Aluminium casting alloys (<10% silicon), Aluminium wrought alloys |
| Cutting values |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Pan head screw with H cross recess DIN 7985, steel 4.8, zinc-plated, blue passivated (A2K)

Tex-Rein cleaning cloth

Summer softshell jacket

System insert 8.4.1, double open-end wrench

Hexagon nut DIN 934, steel I6I/I8I, zinc-plated, blue passivated (A2K)

Fixanchor W-FAZ/S

Round wire snap ring and snap ring groove DIN 9925, A2 stainless steel, for shafts

1/2 inch socket wrench insert metric, hexagon, short

HSS SMART STEP stepped twist drill bit assortment 3 pcs

3/8 inch extension