















Twist drill bit HSCO DIN 338 SMART STEP
Twist drill bit HSCo DIN 338 SMART STEP
DRL-TWST-MET-DIN338-HSCO-SMARTSTEP-D19,0






Register now and access more than 125,000 products
Newly designed stepped drill bit tip geometry (from dia. 2.5 mm)
Significantly faster than conventional twist drill bits
Significantly less effort required when drilling compared to conventional twist drill bits
Precise, circular holes without centre-punching
Extremely comfortable drilling
- Eliminates pre-drilling, precise spot drilling without running off-centre
- Angled drilling possible
- Simple drilling or enlarging of an existing drill hole
- Perfect for drilling out rivets
- Ideal for drilling in round material or pipes with stringent requirements for centring, precision and service life, e.g. in railing construction
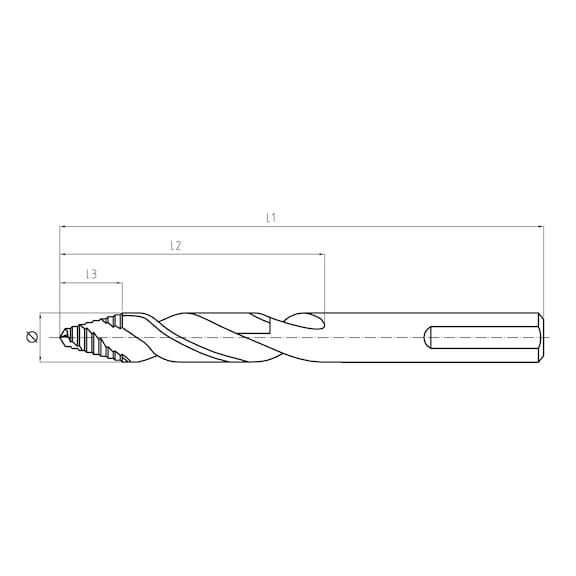
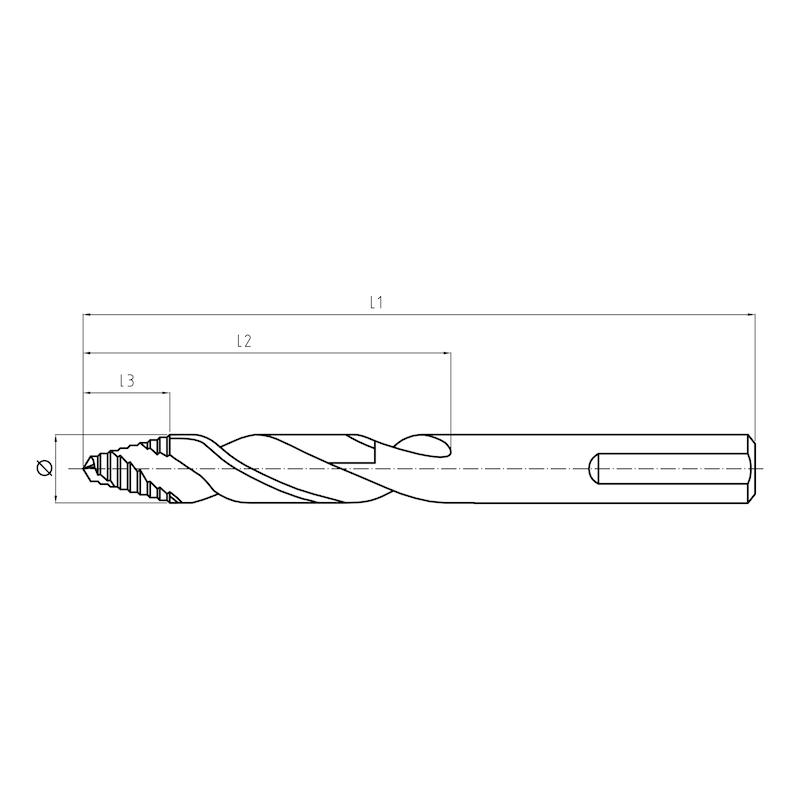
The first twist drill bit to enable precise drilling up to dia. 20 mm without pre-drilling in hand-held tools
- Optimised stepped drill bit tip geometry
- Shank reduced to dia. 12.7 mm from > 13.0 mm drill bit diameter for use in all standard 3-jaw drill chucks
3-flat shank (from dia. 4 mm)
- No spinning in the drill chuck: faster, more comfortable working
- Optimal power transmission
- Protects the drill chuck from damage
- Minimal effort required to loosen and tighten the drill chuck
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
For blind holes, please note the extended drill tip (see dimension l3)!
Datasheets(X)

- Perfect for drilling round pipes (e.g. in railing construction), for drilling out stud bolts, rivet holes, for drilling sheet metal and thin-walled profile materials
- Ideal for high-precision, comfortable and fast drilling in solid materials
- Ideal for large bore diameters
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

3/8 inch socket wrench insert metric, hexagon, short

1-ear clamp with insert ring

Protective glove, leather Feldtmann 0162

Countersunk head screw with hexagon socket ISO 10642, A2-070 stainless steel, plain

Standard drill chuck with SDS-plus drive arbor

Combination wrench, inch with POWERDRIV®

1/4-inch socket wrench insert, TX head for external TX screws

Engine oil 2T Speed Mix

3/8 inch socket wrenches Assortment of 42 pieces

3/8 inch cardan joint